 فارسی
فارسی  Arabic
Arabic  English
English 
- Главная страница
- Услуги литья
- Лаборатория и контроль качества в литье

Кроме анализа лома, осуществляется также проверка материалов, используемых для формовки и сборки.

Отдел плавки последовательно отправляет образцы в лабораторию для анализа и в кратчайшие сроки получает результаты анализа, чтобы скорректировать химический состав плавки. Далее в материале будет более подробно рассмотрено устройство количественного спектрометра (квантиметра).

Твердость изготовленных деталей, как одно из важнейших механических свойств изнашиваемых компонентов, постоянно контролируется. Ввиду крупногабаритности отливок для измерения твердости используется портативный твердомер. Также микроструктура произведённой продукции исследуется с помощью доступных средств металлографии, имеется возможность фотографирования и архивирования образцов микроструктуры как одного из контрольных факторов.
Одним из важных направлений работы лаборатории контроля качества является проведение ультразвуковых и других общепринятых в отрасли литья испытаний на деталях для обеспечения отсутствия внутренних дефектов. Далее будет рассмотрено более подробно распространённые виды тестов.
strong>Виды практических испытаний в компании Авангард:- Химический анализ (квантиметр)
- Металлография и определение структуры
- Измерение твёрдости
- Испытание проникающей жидкостью (тест PT)
- Испытание магнитными частицами (тест MT)
- Ультразвуковое испытание (тест UT)
- Радиография (тест RT)
- Испытание механических свойств (испытание на растяжение, испытание на удар и др.)

Компания Авангард, являясь одним из производителей и поставщиков в литейной отрасли, выполняя законодательные требования и специфические запросы клиентов, ставит своей миссией привлечение удовлетворенности и доверия заказчиков и в этом направлении преследует следующие основные цели:
- Стремление к повышению качества продукции и постоянному улучшению качества для увеличения удовлетворенности клиентов, что является основной целью организации.
- Снижение затрат и производственных отходов за счет относительного повышения производительности.
- Внимание к системе обучения как инструменту повышения профессионального и культурного уровня персонала.
- Своевременная доставка продукции клиентам.
Инструменты и оборудование в данной области фактически составляют инфраструктуру системы контроля и автоматизации и включают такие приборы, как различные контроллеры, индикаторы, передатчики, регистраторы и др., которые выполняют функции измерения, передачи, отображения, регистрации и контроля важных физических параметров, таких как температура, давление, поток, уровень жидкостей, размеры и др., в промышленных процессах с высокой точностью.
Рулетки являются одним из наиболее часто используемых измерительных инструментов в различных отраслях промышленности. В отличие от таких инструментов, как микрометры и штангенциркули, рулетки не обладают высокой точностью, но способны измерять широкий диапазон, при этом обеспечивая приемлемую точность относительно своего диапазона измерений. В целом рулетки подразделяются на два типа в зависимости от метода измерения: лазерные и обычные.

Штангенциркуль — это измерительный инструмент с высокой точностью, широко используемый в различных отраслях промышленности. Его можно назвать незаменимым помощником инженеров в различных сферах. Штангенциркули имеют губки, позволяющие измерять различные размеры объектов, такие как внутренний и внешний диаметр, длина, толщина и глубина. В общем, штангенциркули делятся на три типа по способу считывания: обычные, цифровые и часового типа. Одной из основных причин использования штангенциркулей является их высокая точность. Точность измерений простых штангенциркулей определяется делением единицы на количество делений нониуса. Точность измерений стандартных и широко используемых в промышленности штангенциркулей составляет примерно 0,01 миллиметра.

Другим видом высокоточных измерительных инструментов являются микрометры (ریز سنج), обладающие очень высокой точностью измерений. Поэтому в случаях, когда точность штангенциркуля недостаточна, микрометр можно использовать для измерения внутренних, наружных размеров, высоты и толщины некоторых деталей. Точность микрометров обычно достигает 0,001 миллиметра. Микрометры бывают двух типов: простые и цифровые. В цифровых моделях измеренное значение легко читается с дисплея, а у простых имеется свой способ считывания результатов.
В микрометрах сила, приложенная к губкам и изделию, регулируется с помощью храповика. Это отличается от способа считывания у миллиметровых штангенциркулей с нониусом, где сила, воздействующая на изделие губками, не контролируется. Это означает, что когда п

Угломер — это специальный инструмент для измерения различных углов объектов, широко используемый в различных отраслях. Одним из таких применений является определение угла реза, особенно при точной подгонке деталей. Угломеры бывают двух типов: простые и цифровые. Простой угломер состоит из транспортирa и линейки, соединённых вместе, и угол можно определить, поместив объект между ними и считав значение на транспорте. В цифровом варианте две линейки соединены шарниром, а угол между ними легко читается с цифрового дисплея.

Угольник — это жёсткий измерительный инструмент, предназначенный для определения угла 90 градусов и проверки перпендикулярности двух деталей друг к другу. Угольники производятся с различной точностью и в разных размерах. Угольник-игольчатый, столярный и составной угольник — это примеры наиболее часто используемых видов в промышленности. Игольчатый угольник считается самым точным типом угольника, он изготовлен из нержавеющей стали с высокой точностью и используется в таких областях, как токарное дело, где требуется высокая точность. Столярные угольники имеют большие размеры по сравнению с игольчатыми, но обладают меньшей точностью и состоят из линейки и базы. Трёхкомпонентный или составной угольник — это многофункциональный измерительный инструмент, который помимо функций угольника может использоваться как угломер, линейка, уровень и центрискатель.

Промышленные циркули — один из видов циркулей, используемых для выполнения множества задач, таких как измерение, разметка, определение пропорций между двумя деталями, проведение линий, нахождение центра окружности, черчение окружностей, построение перпендикуляров к окружности и многих других операций, применяемых в промышленной геометрии. Существует несколько типов промышленных циркулей, используемых в таких отраслях, как инженерия, черчение и других, включая прямой промышленный циркуль, внутренний измерительный циркуль, внешний измерительный циркуль, градуированный циркуль, стрелочный циркуль, цифровой циркуль, делительный циркуль и микрометрический циркуль.

Промышленная линейка — это ещё один измерительный инструмент, используемый для черчения линий, измерения деталей или контроля плоскостности поверхностей. Промышленные линейки разработаны для использования в производственной среде, поэтому обладают высокой прочностью, обычно изготавливаются из нержавеющей стали и устойчивы к износу и коррозии.
Виды линеек:
Простая линейка: используется для измерения и проведения линий по её градуированным краям.
Щуповая линейка: применяется для измерения ровности края и проверки плоскостности с помощью щупов (филлеров).
Цифровая линейка: ещё один тип линеек, используемый в случаях, когда важны скорость и точность измерения.
Шаблонная линейка: используется для измерения труднодоступных и сложных углов в деревообработке и моделировании литейных деталей.

Калибр щупов (Feeler Gauge) — это набор нескольких тонких металлических пластин, каждая из которых изготовлена по стандарту с определённой толщиной и размером поверхности. Эти полоски помещаются в зазор между металлической линейкой и поверхностью детали, чтобы измерить расстояние между ними. В зависимости от толщины выбранной пластины калибра щупов определяется величина зазора, то есть уровень плоскостности поверхности.

Индикатор — один из наиболее часто используемых типов прецизионных измерительных инструментов, предназначенный для измерения разницы уровней между одной или двумя деталями, для сопряжения и выравнивания двух валов и деталей, а также для проверки плоскостности и ровности детали и других задач.
Широко применяется в различных отраслях промышленности и выпускается в различных вариантах, таких как рычажный индикатор, часовой индикатор с циферблатом и цифровой индикатор.
Индикатор — это измерительный инструмент с очень высокой точностью, используемый в лёгкой и тяжёлой промышленности. Название связано с сильным внешним сходством этого инструмента с аналоговыми часами. Основная причина его применения — высокая точность измерений, обычно от 0,01 до 0,001 миллиметра, что зависит от модели индикатора и производителя.

Уровень — один из видов ручных инструментов, который широко используется в процессе изготовления форм в литейном производстве. Этот инструмент применяется для контроля наклона поверхности и определения горизонтальности и вертикальности поверхностей. Следует отметить, что в настоящее время разработаны и выпускаются различные типы уровней с разными функциями. Уровни, которые помимо контроля наклона могут измерять различные углы. В общем, уровни делятся на две категории: с градуировкой и без градуировки; также на рынок вышли цифровые и лазерные уровни.

Баumé — прибор для измерения плотности, изобретённый французским фармацевтом Антуаном Баumé (Antoine Baumé) в 1768 году для определения плотности различных жидкостей. Шкала Баumé (B) — это единица измерения относительной плотности жидкостей (плотности жидкостей относительно плотности воды), а единица измерения Баumé выражается в процентах. Лабораторный Баumé — простой инструмент для контроля и измерения плотности или удельного веса раствора. Лабораторный Баumé состоит из плавающего цилиндра с утяжелённым коническим нижним концом и узкой трубкой в верхней части. При помещении Баumé в жидкость он принимает вертикальное положение и погружается в жидкость, причём степень погружения связана с плотностью этой жидкости. Принцип работы лабораторного Баumé основан на законе Архимеда, согласно которому твёрдое тело, погружённое в жидкость, вытесняет объём жидкости, равный весу этого тела, и плавает.
В отделе контроля качества компании Авангард этот прибор используется для контроля исходных материалов литейного производства, таких как покрытие форм (краска для форм), технический спирт, силикатный клей и другие.

Термометр — прибор, который измеряет температуру в единицах Цельсия, Фаренгейта, Кельвина и Градиана.
Существует множество видов термометров, используемых в различных отраслях промышленности. Здесь мы представляем термометры, применяемые в сталелитейной промышленности, плавке и литье.
Температура расплавленного металла должна находиться в пределах определённого диапазона, необходимого для отдела металлургии и контроля качества. Определение температуры расплава при достижении металлом жидкого состояния в печи и при выгрузке является важным как для традиционных, так и для научных литейщиков. Незнание температуры плавления и аномальное повышение температуры приводят к множеству проблем, таких как потеря некоторых элементов, сокращение срока службы футеровки печи и даже деформация формы. Также недостаток температуры расплава и проблемы при разливке вызывают такие дефекты, как прилипание расплава к ковшу или к основным и вспомогательным литейным каналам формы, неполное заполнение формы и другие. Поэтому знание правильной температуры расплава является одним из важных знаний литейщика.
Из известных методов измерения температуры расплава выделяют два основных: бесконтактный (лазерный метод или пирометрия (оптический метод)) и контактные термометры. Среди контактных термометров для измерения температуры расплава выделяются наиболее точные. В отделе контроля качества компании Авангард также используется бесконтактный термометр (лазерный метод или пирометрия) для контроля

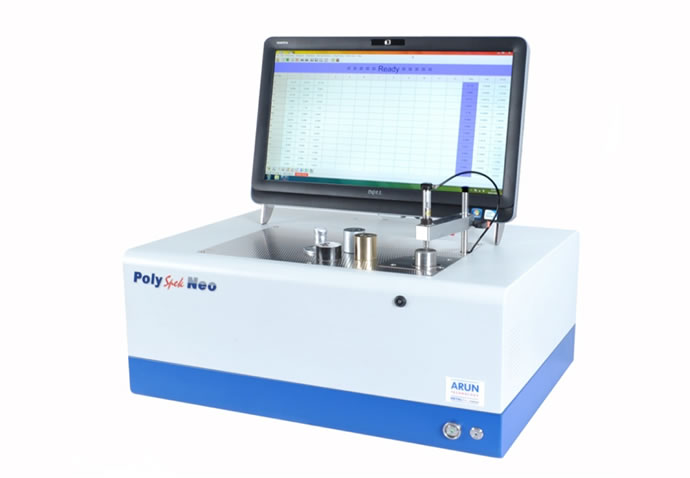
Квантометр — это прибор, с помощью которого можно измерить процентное содержание различных элементов в детали. Оптический спектрометр или квантометр является одной из систем точного анализа для измерения элементов в металлах, способной с высокой точностью определить все легирующие элементы в образце. Сначала поверхность тестируемой детали готовится так, чтобы она была полностью ровной и очищенной от загрязнений и жиров, затем образец с этой же обработанной части помещается на место, где будет происходить искровой разряд. Механизм испытания основан на оптическом излучении: материал образца испаряется под действием электрического разряда, атомы и ионы возбуждаются и излучают свет, после чего по длинам волн излучения каждого элемента выбирается наиболее точная спектральная линия для измерения концентрации этого элемента в образце.
В большинстве квантометров из-за ограничений по размещению образца невозможно анализировать образцы любого размера, поэтому образцы должны быть подготовлены определённых размеров. Следует отметить, что результаты, получаемые с помощью этих приборов, обладают большей точностью по сравнению с портативными устройствами, которые проводят искровой анализ на открытом воздухе. Искра (спарк) — это электрический разряд, создаваемый электродом квантометра на поверхности детали, который благодаря заранее заданным длинам волн позволяет определить количество элементов в образце.
Твердомерия — это измерение глубины погружения твердого проникателя в поверхность металла или другого материала, выполняемое всеми типами твердомеров. Существуют различные единицы измерения твёрдости, включая Роквелл, Бринелль, Викерс и другие шкалы твердости.
Для измерения твёрдости металлов чаще всего используется шкала Роквелл, обозначаемая латинским символом HRC. В литейной промышленности для обозначения твёрдости сталей также преимущественно применяется шкала Роквелл.
Твердомеры в целом делятся на два типа: переносные (портативные) устройства, которые удобно держать в руке и с помощью зонда измерять твёрдость на металле, и более крупные стационарные твердомеры, куда помещается металлическая или стальная деталь для измерения твёрдости. Последние преимущественно используются в промышленных лабораториях.

Металлография (Metallography) — это наука и искусство подготовки металлических образцов и исследования их микроскопической структуры. Во многих материалах зерна, из которых они состоят, имеют микроскопические размеры порядка микрон, и их компоненты должны рассматриваться и анализироваться с помощью микроскопов. Однако проблема заключается не только в увеличении изображения. Также необходимо тщательно подготовить поверхность микро структуры. В микроскопических исследованиях изучается только внешняя поверхность образца, поэтому требуется очень гладкая и зеркальная поверхность для выявления важных элементов микро структуры. Комплекс действий, направленных на подготовку такой поверхности и микроскопическое исследование микро структуры, называется металлографией. Металлография означает изучение внутренней микро структуры металлов. Эта область быстро заняла важное место в металлургии как один из ключевых принципов науки и инженерии материалов. Сегодня без понимания современных принципов металлографии и её оптимального применения промышленная деятельность, исследования и контроль качества сталкиваются с серьезными проблемами. Исследование микро- и макроструктуры металлов с помощью оптических и электронных микроскопов, а также сравнение с установленными стандартами позволяет прогнозировать физические и механические свойства, проводить анализ структурных и поверхностных дефектов, что имеет важное значение в литейной промышленности. Инженерный персонал компании Авангард обладает полным владением металлографией.

Ультразвуковой тест (UT) — это неразрушающий метод, широко используемый для инспекции внутренних дефектов различных деталей, особенно литых изделий. Тест UT применяется во многих отраслях и предназначен для более детальной проверки литых деталей, сварных соединений и других элементов. С помощью ультразвукового теста выявляются внутренние дефекты, такие как усадочные раковины, трещины и поры. В этом методе ультразвуковые волны высокой частоты направляются на деталь с помощью звукового генератора. Волны отражаются от внутренних дефектов материала, после чего отражённые сигналы принимаются звуковым датчиком и преобразуются в электрические импульсы. В итоге эти импульсы отображаются в виде чёткого сигнала на экране. Оператор, анализируя сигнал, может определить местоположение, размер, глубину и тип дефекта на детали.

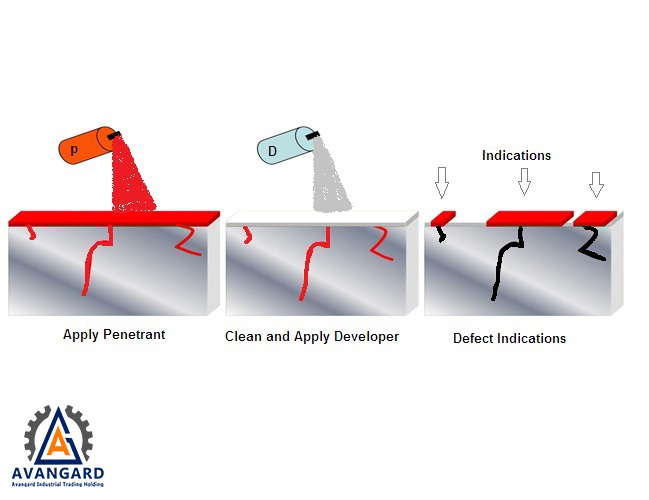
Тест проникающей жидкости или PT — это ещё один метод неразрушающего контроля (NDT) для обнаружения и идентификации поверхностных дефектов, а также дефектов под поверхностью, имеющих выход на поверхность. Тест PT является лучшим методом для инспекции различных поверхностных трещин, пористости, расслоений, непроваров сварных швов или раскрытых кромок и любых утечек в литых деталях. В настоящее время тест PT успешно применяется в различных отраслях промышленности. Этот метод используется для проверки черных и цветных металлов, керамики, порошковой металлургии, сварных изделий, стекла и некоторых видов пластмасс. Для проведения теста PT требуются три вида спреев:
1- Очиститель / удалитель (Remover/Cleaner) 2- Проникающий дефектоскопический спрей (Penetrant) 3- Проявляющий спрей (Developer)Эти спреи наносятся на поверхность проверяемого изделия в течение определённого времени. Проникающая жидкость проникает в открытые поверхностные дефекты благодаря капиллярному эффекту. Затем излишки жидкости удаляются с поверхности, поверхность сушится, и наносится проявитель, который впитывает остатки жидкости и выявляет размер, расположение и характер дефекта, если он присутствует. Таким
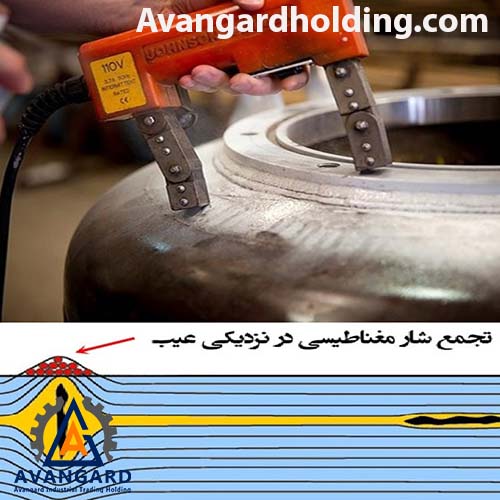
Тест магнитных частиц MT, являющийся сокращением от английского термина Magnetic Particle Test, а иногда известный как MPI (Magnetic Particle Inspection) — это метод неразрушающего контроля (NDT), который является одним из простых способов проверки и выявления дефектов внутри и близко к поверхности детали. Тест MT основан на принципе утечки магнитного потока.
Как следует из названия, тест MT применяется только для контроля материалов, обладающих магнитными свойствами (например, углеродистых сталей).
Для проведения теста деталь намагничивается непосредственно или косвенно. При прямом намагничивании через деталь пропускается постоянный электрический ток, создавая магнитное поле внутри материала. При косвенном намагничивании магнитное поле создаётся с помощью внешнего магнита, индуцируя магнитный поток внутри детали от полюса N к полюсу S. В случае наличия дефектов, пористости или трещин, частицы железа концентрируются вдоль линий магнитного поля, и в местах повреждений образуются дополнительные полюса N и S. Таким образом, инспектор может обнаружить наличие трещин в детали.
Радиография (тест RT) является одним из наиболее распространённых методов неразрушающего контроля (NDT) для выявления внутренних дефектов, таких как газовые пустоты. Плоские дефекты также могут быть обнаружены с помощью радиографии при правильной ориентации. Этот метод также используется для обнаружения изменений состава материала, измерения толщины, определения расположения посторонних или дефектных деталей внутри оборудования, которые скрыты от визуального осмотра. Основным преимуществом использования ионизирующего излучения в NDT является возможность проверки объектов различных форм и размеров, включая микронные электронные компоненты. В тесте RT используется рентгеновское или гамма-излучение для рентгенографии. Лучи X или гамма-лучи направляются на объект, и благодаря короткой длине волны излучение поглощается исследуемым изделием. Промышленная радиография (RT) — это неразрушающий метод контроля для проверки литых деталей, который выявляет наличие и форму макроскопических дефектов или других несоответствий внутри детали. Метод основан на проникающей способности рентгеновских или гамма-лучей через материалы. Чем короче длина волны, тем выше проникающая способность излучения. Не всё излучение проходит через деталь, часть его поглощается. Количество поглощённого излучения зависит от плотности и толщины детали. Например, при наличии пустоты в детали, проходящее излучение будет больше, чем через сплошной металл. В результате уровень поглощённого излучения в дефектной зоне изменяется. Эти изменения фиксируются на чувствительной к излучению плёнке, что позволяет визуализировать наличие дефекта. Поскольку тип и размер дефектов оказывают разное влияние на эксплуатационные характеристики литой детали, инспектор несёт ответственность за интерпретацию радиографических плёнок, выявляя дефекты, такие как газовая пористость, внутренние каверны, песчаные включения, усадочные раковины, дендритные усадки, трещины, включения и другие. В этом направлении стандарт ASTM E155 разработан для помощи инспекторам в более точной оценке выявленных дефектов в произведённых деталях.

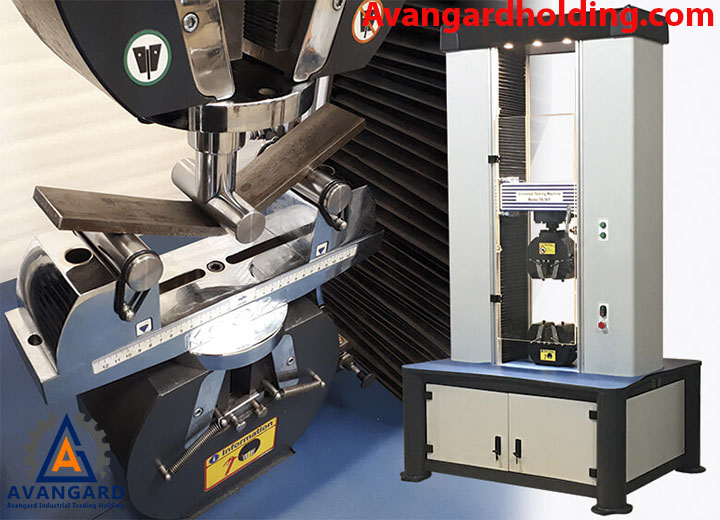
Испытания механических свойств, подобно методам неразрушающего контроля, за исключением того, что большинство этих тестов являются разрушающими, представляют собой один из способов обеспечить надёжность работы детали и её безопасность. Испытания механических свойств являются основной частью процесса проектирования и производства продукции и сопровождают нас от определения свойств материалов до окончательного изготовления детали. Механические свойства проявляются при приложении силы к материалу. Обычно они связаны с упругим и пластическим поведением материала, и для их измерения зачастую требуется разрушение образца. В компании Авангард иногда с одобрения заказчика используется Y-блок, прикреплённый к детали, который после циклов термической обработки подвергается необходимым механическим испытаниям, что позволяет избежать разрушения самой детали. В зависимости от сплава и требований к детали в компании Авангард применяются различные виды механических испытаний, включая: 1- испытание на растяжение 2- испытание на сжатие 3- испытание твёрдости 4- испытание на кручение 5- испытание на изгиб 6- испытание на удар 7- испытание на усталость 8- испытание на ползучесть и другие.
Отдел контроля качества компании Авангард придаёт большое значение постоянному совершенствованию всех этапов — от первоначального проектирования, литья, термической обработки, механической обработки до тщательного контроля всех процессов закупок, производства и окончательной проверки продукции; с целью полного удовлетворения всех ожиданий и требований уважаемых клиентов и заказчиков.

