 فارسی
فارسی  Arabic
Arabic  English
English 
- Главная страница
- Литейные услуги
- Резка и очистка в литейном производстве


После завершения заливки и затвердевания отливки должны остыть. Охлаждение может происходить как внутри формы, так и вне её. Выбор способа охлаждения зависит от материала металла или сплава и модульной массы детали. Если необходимо, чтобы охлаждение происходило в форме, изделию следует дать достаточно времени для достижения соответствующей температуры, после чего выполняется разгрузка формы. Скорость охлаждения влияет на микроструктуру, а механические свойства изделия зависят от микроструктуры и скорости охлаждения; следовательно, преждевременная разгрузка формы может привести к неудовлетворительным механическим свойствам, дефектам или снижению срока службы и работоспособности изделия. В компании Авангард данный процесс осуществляется на высоком уровне благодаря наличию опытного инженерного состава и квалифицированной рабочей силы, а также современному литейному оборудованию, такому как установка Shake Out, электрические отбойные молотки, различные типы Hilti и перфораторов, камнерезные станки, мини-шлифовальные машины, настольные шлифовальные машины, прямошлифовальные машины, шлифовальные и отрезные круги различных размеров, газовая резка (топливо и кислород), шотбластинг (Shotblasting) и другие распространённые устройства литейного производства, соответствующие материалу изделия.

После заливки расплава и извлечения изделия из формы, на деталь осуществляется комплекс операций, называемых отделочными операциями. Отделочные операции представляют собой совокупность процессов, направленных на достижение таких характеристик, как: улучшение внешнего вида, стойкость к коррозии, износостойкость, твёрдость, удаление облоя и других поверхностных дефектов и т. д., путём обработки поверхности изделия.
Отделочные операции включают следующие этапы:
- Удаление песка: отделение формовочного песка и стержней от изделия.
- Разделение: отсечение излишков, включая литниковую систему, питатели, облой и т. д.
- Обрезка (Trimming) и окончательная шлифовка: удаление углов, острых кромок и выступов с поверхности изделия.

При литье сплавов с высокой температурой плавления (таких как сталь и чугун), из-за высокой температуры заливки происходят нежелательные и разрушительные реакции между компонентами песчаной смеси и расплавом, что приводит к прилипанию песка к поверхностям изделия. Поэтому после разгрузки формы необходимо очистить поверхность изделия. Затраты и время на очистку зависят от размера, степени сложности изделия и типа производственного процесса.
Существуют различные методы разгрузки формы и удаления песка:
Метод вращающегося барабана: в этом методе используется вращающийся перфорированный барабан; в процессе вращения песчаные частицы отделяются от изделия и выводятся через отверстия в стенках барабана.

Метод вибрационного барабана: представляет собой непрерывный процесс, подходящий для деликатных изделий и охлаждения во время разгрузки. Эти системы являются автоматизированными и выполняют разгрузку формы и удаление песка полностью без участия человека. Пневматические системы, установленные в этих машинах, обеспечивают разгрузку формы. Одним из преимуществ таких установок является снижение уровня пыли, сокращение времени разгрузки формы, повышение скорости операций и улучшение экологического контроля.

Вибрационный процесс: наиболее распространённый и старейший метод разгрузки формы и удаления песка, который используется на большинстве литейных заводов — это применение установки Shake Out. Этот метод характеризуется очень высокой амплитудой вибраций. Поэтому во время вибрации возможно отделение литниковой системы и питателей от изделия. Данный способ особенно подходит для крупносерийного производства.

После разгрузки формы и удаления песка необходимо отделить от изделия излишки, такие как литниковая система, питатели, облой и др. Эти излишки снижают выход годных отливок и общий КПД производства. Для повышения экономической эффективности следует уделять внимание конструкции питателей и литниковой системы. В настоящее время с помощью точных расчётов и программ моделирования можно уменьшить потери и возвраты. Различные программные средства моделирования применяются в литейной промышленности для достижения конкретных целей. Программное обеспечение предоставляет точные расчёты по определению количества, расположения и размеров питателей, формы, размеров и места соединения литниковой системы с изделием для достижения максимальной производительности. Обычно результаты моделирования достигают точности до 80 процентов.
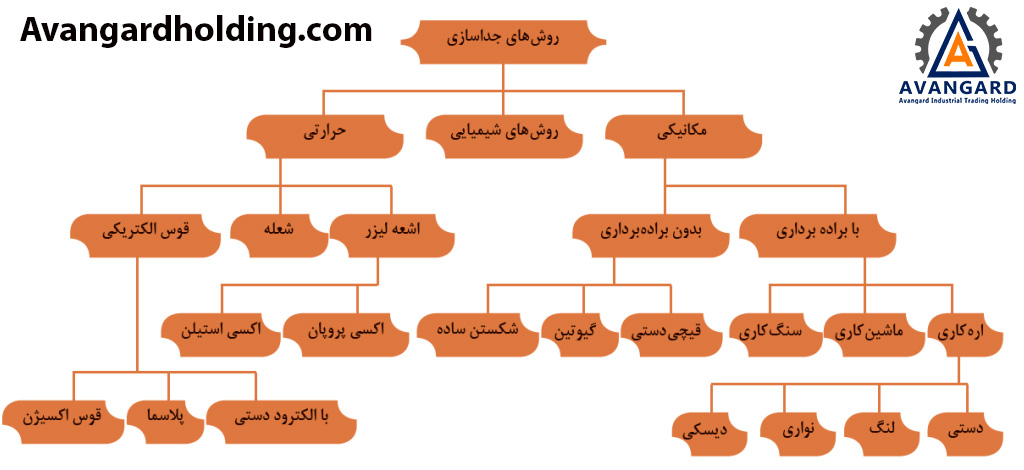
Этот метод обычно используется для разрушения литниковой системы и питателей в хрупких и ломких деталях. Иногда при разгрузке излишки отделяются от изделия, и необходимо предотвратить попадание излишков и облоя в песчаную смесь.

Разделение с помощью электрической дуги является одним из самых экономичных методов отделения литых деталей в крупных и средних промышленных предприятиях и считается альтернативой процессу шлифовки. Тепло создаётся электрической дугой, образуемой между графитовым электродом и медным покрытием. Удаление излишков происходит с высокой скоростью. Главным недостатком этого метода является сильное образование дыма и высокий уровень шума.

В этом методе разделение может осуществляться с помощью ручной пилы, шлифовальных и токарных работ. При разделении ленточной пилой необходимо подбирать полотно (материал, форма, размер) в соответствии с материалом изделия. При использовании абразивного круга (шлифование) и шлифовальной машины (токарные работы) можно удалять излишки с помощью высокой скорости вращения абразивного круга. Этот метод применяется для удаления крупных заусенцев или уменьшения толщины поверхности. Высокая точность и экономичность сделали этот метод широко распространённым. Другим инструментом разделения является ленточная пила, которая использует полотно, похожее на обычное, но в форме кольца. Полотно ленточной пилы вращается вокруг двух валов станка и при контакте с изделием выполняет операцию снятия стружки.

Ещё одним видом инструмента в операциях разделения является использование ручного шлифовального камня. Этот метод применяется для разделения всех металлов и сплавов. Процесс снятия стружки очень точный и осуществляется абразивными частицами, закреплёнными на режущей поверхности. При шлифовании (grinding) обеспечивается высокая точность и скорость работы. Шлифовальный круг во время шлифовки режет с помощью твёрдых частиц, каждая из которых является отдельным режущим инструментом, выполняющим свою часть резки. После отделения литниковой системы с использованием шлифовального круга, шлифовальной машины, ручной шкурки, наждачной ленты и т. д. проводится удаление облоя. Шлифовальные машины бывают электрическими и пневматическими, и подбираются в зависимости от точности, деликатности и размера — от маленьких до больших — для шлифовки фасок, грубых, выступающих и неровных поверхностей, а также для удаления облоя.

Этот метод использует горючий газ, такой как ацетилен C2H2, и кислород O2 в качестве окислителя, основан на нагревании металлической детали до температуры 815–871 градусов Цельсия и её окислении. Этот процесс ограничен резкой углеродистых и низколегированных сталей, тогда как активные металлы или с тугоплавкой оксидной плёнкой трудно режутся пламенем.

Очистка проводится с целью повышения качества поверхности детали. Повышение качества поверхности увеличивает стойкость к коррозии, усталости и другим воздействиям. На этом этапе удаляются остатки после резки, заусенцев и других дефектов.
Химическая очистка:
В этом методе для очистки поверхности используют химические вещества, которые описаны ниже:
Кислотное травление (Pickling): химические вещества применяются для очистки поверхности металлов. Иногда для очистки поверхности металлов используют электролиз, например, для поверхностного покрытия нержавеющей стали.

Очистка растворителями (Solvent cleaning): этот метод очистки выполняется двумя способами:
А) детали, подвергшиеся пескоструйной обработке и не должны иметь пыли и грязи на поверхности, промываются растворителями, такими как белый спирт.
Б) детали, прошедшие пескоструйную обработку и затем смазанные маслом, очищаются специальным раствором White Spirit.
Механическая очистка:
- С помощью точения и механической обработки (Machining) можно устранить грубые неровности.
- Шлифовка выравнивает и удаляет вмятины с поверхности детали.
- Ручная очистка (Hand cleaning) (ручная шлифовка и напильная обработка) удаляет заусенцы и следы сварочного ремонта.
- Очистка наждачной бумагой разных зернистостей для очистки металлической поверхности.
- Очистка металлическими щётками.
- Очистка электрическими щётками.
- Пескоструйная обработка (sandblasting) удаляет поверхностные окислы и прилипший песок до глубины 2 мм.
- Струйная обработка дробью (shot blasting) с использованием чугунных или стальных дробинок разных диаметров в зависимости от размера и материала детали.
- Очистка поверхности детали струёй воды под высоким давлением (Jet blast).
Самым распространённым методом подготовки поверхности детали являются пескоструйная обработка (Sand blast) и дробеструйная обработка (Shot blast).
Пескоструйная обработка — один из способов очистки поверхностей деталей, при котором под высоким давлением воздуха абразивные материалы с большой скоростью наносятся на поверхность детали. Этот метод похож на шлифование наждачной бумагой, но без проблем, таких как образование зазубрин или выступов на поверхности. Из-за сильного удара абразивных частиц по поверхности удаляются все выступы, поверхностные загрязнения, включая оставшийся песок, ржавчину и прочее. Этот метод является наиболее распространённым способом очистки деталей в промышленности и широко используется в различных отраслях.
Особенности пескоструйной обработки:
- Поверхность детали становится ровной и блестящей.
- При необходимости поверхность детали может быть шероховатой, матовой и грубой.
- Степень шероховатости поверхности зависит от типа и размера абразива, а также от оборудования.
Принцип работы пескоструйной обработки
В этом процессе компрессор подаёт сжатый воздух через шланг к резервуару с песком. Песок дозировано поступает в поток сжатого воздуха и выходит через сопло под давлением. Если направить сопло на металлическую поверхность, происходит очистка и обработка поверхности, делая её чистой и шероховатой. Перед началом обработки поверхность металла должна быть осмотрена, а масляные загрязнения очищены растворителем (тинером).

В этом методе поверхность металла очищается путем выброса металлических шариков. Энергия для выброса шариков создаётся турбиной под действием центробежной силы, а деталь находится в камере, где подвергается дробеструйному воздействию. Идея создания таких машин заключалась в устранении человеческого фактора, снижении затрат и уменьшении экологических проблем. Кроме того, устройство можно использовать в любых местах, при этом создается меньше шума. Этот метод позволяет собирать металлические частицы. Гигиенические ограничения у дробеструйной обработки ниже, чем у пескоструйки, отсутствует необходимость в замкнутом пространстве и строгом экологическом контроле, а скорость работы выше.
Принцип работы дробеструйной обработки
В этих установках стальные шарики разгоняются турбинами с лопастями, которые могут изменять положение и вращаются с высокой скоростью. Абразивные материалы движутся по радиусу вращающихся лопастей и с высокой скоростью направляются в заданном направлении для удара по поверхности детали. При контакте абразив очищает поверхность, затем отскакивает и попадает обратно в камеру для повторного использования. Абразив отделяется от пыли и посторонних частиц и используется повторно. Дробеструйная обработка в основном применяется в промышленности и при массовом производстве деталей.
С помощью дробеструйной обработки (Shot blast) можно удалить прилипший песок и возможную ржавчину с детали, а также подготовить поверхность для покраски и гальванического покрытия, улучшая адгезию краски.

