فارسی
فارسی  Arabic
Arabic  English
English 
- Главная страница
- Литейные услуги
- Затвердевание в литье

Инженерная команда компании Авангард, опираясь на более чем два десятилетия опыта и высокий уровень академических знаний, полученных в престижных университетах внутри страны и за рубежом, а также на опыт производства более десяти тысяч деталей для таких отраслей, как машиностроение, автомобилестроение, производство пресс-форм, нефтегазовая и нефтехимическая промышленность, энергетическая отрасль, цементная промышленность и переработка минерального сырья, из сплавов, включая группы углеродистых сталей, низколегированных сталей, жаростойких (нержавеющих и жаропрочных) сталей, марганцевых (Хадфилда) сталей, высокохромистых сталей, а также высокохромистых чугунов, способна производить детали по индивидуальному химическому анализу, стандартам и техническим требованиям заказчиков. С применением современных инженерных программных решений, оснащённой лаборатории металлографии и других механических испытаний, а также с возможностью задания оптимального градиента затвердевания и других необходимых технологических процессов, мы предлагаем вам необходимые изделия с требуемыми свойствами и структурой, с предоставлением действительных сертификатов качества, по наилучшему качеству и самым конкурентоспособным ценам.
Фактически с того времени, как человечество овладело возможностью плавки и извлечения металлов, явление затвердевания стало неотъемлемой частью знаний и навыков человека в создании необходимых ему инструментов и оборудования. Затвердевание считается одним из экономичных методов производства многих металлов.
В последние десятилетия с развитием научных знаний о материалах и влиянии параметров технологических процессов на микроструктуру и механические свойства значительно возросло значение затвердевания в литейных металлах. Скорость затвердевания расплава определяет окончательную микроструктуру изделия, а микроструктура изделия, в свою очередь, определяет его свойства. По этой причине в некоторых случаях для регулирования скорости затвердевания и обеспечения равномерного затвердевания в отливке вокруг формы устанавливают нагреватели и охладители. Следует учитывать, что скорость охлаждения в различных местах отливки различается.
Связанная тема: Продукция литейного производства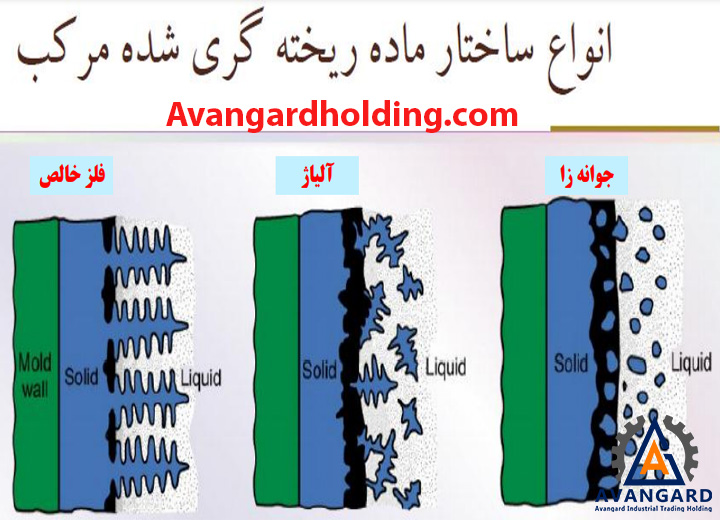
В настоящее время для анализа явлений затвердевания в литейном производстве с одной стороны развиваются различные металлургические подходы и технологии для управления и улучшения микроструктур затвердевания, а с другой — с использованием мощных компьютеров для численного анализа и инженерного моделирования исследуются и оцениваются процессы теплопередачи, движения жидкости и фазовых превращений в процессе затвердевания различных деталей и сплавов.
Процесс затвердевания различается в зависимости от того, к какому из следующих типов относится расплавленный металл:
- Чистый элемент
- Сплав
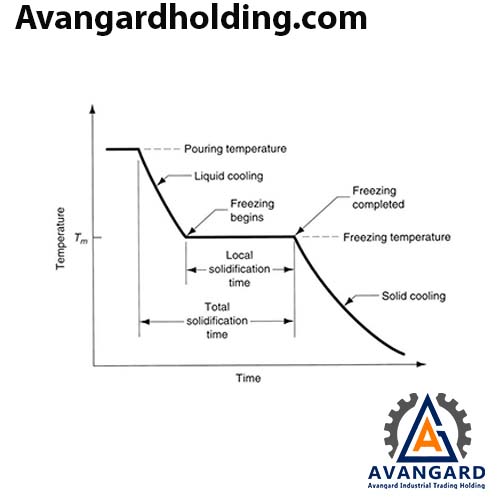
- Затвердевание чистых металлов
Из-за высокой теплопередачи в стенке формы сразу после заливки расплава формируется тонкая оболочка затвердевшего металла на границе раздела между стенкой формы и расплавом. В этой оболочке, вследствие высокой скорости охлаждения, микроструктура представлена мелкими и хаотично ориентированными зернами. По мере продвижения затвердевания зерна вытягиваются в направлении теплового потока.
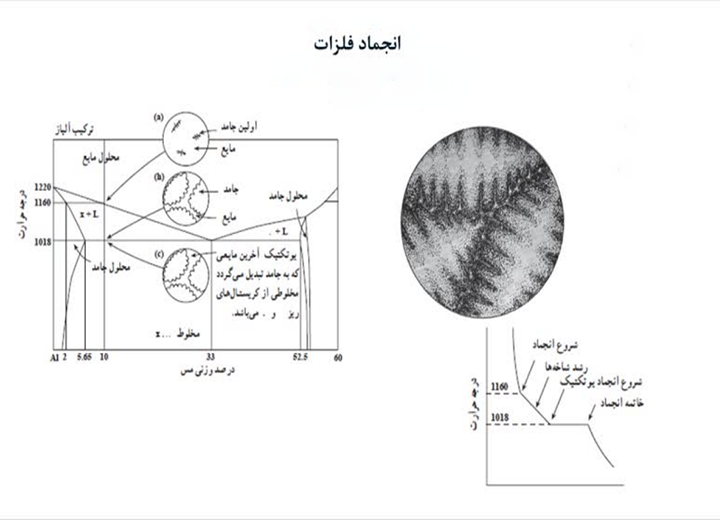
Большинство сплавов затвердевают не при одной температуре, а в определённом температурном интервале. Затвердевание начинается при температуре расплава и продолжается до температуры затвердевания. Аналогично чистым металлам, сразу после заливки расплава формируется тонкая оболочка затвердевшего металла на границе раздела между расплавом и стенкой формы.
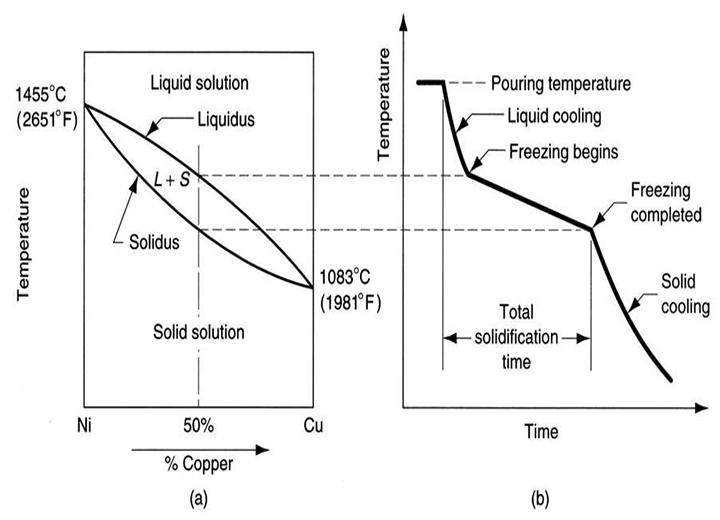
Дендриты постепенно формируются. Однако из-за широкого температурного диапазона между линией затвердевания и линией расплава, часть расплава затвердевает раньше и её зёрна растут преимущественно в направлении теплопередачи по сравнению с участками, которые охлаждаются медленнее. В результате металлический расплав в центре изделия остывает медленнее, и, следовательно, структура в центре получается более мелкозернистой.
- Усадка происходит в три этапа:
- во время охлаждения металла в жидком состоянии
- при переходе из жидкого состояния в твёрдое
- при охлаждении твёрдого металла до температуры окружающей среды
Влияние скорости затвердевания на литье
Скорость затвердевания расплавленного металла при литье важна с различных точек зрения, таких как эффективность производства, структура металла и механические свойства. Увеличение скорости затвердевания сокращает время, необходимое для затвердевания расплава в форме, что позволяет производить больше деталей за тот же период. Таким образом, если можно увеличить скорость затвердевания без негативного влияния на свойства отливки, можно экономично повысить производительность, производя больше деталей с меньшими затратами.
С другой стороны, скорость затвердевания влияет на микроструктуру и свойства отливки. При увеличении скорости затвердевания (или охлаждения) в расплавленном металле формируется множество твердых ядер. По мере роста этих ядер образуется мелкозернистая микроструктура, которая обычно обладает улучшенными механическими свойствами. В таких структурах увеличенное количество границ зерен требует больших усилий и напряжений для деформации, что приводит к повышению прочности. Кроме того, мелкозернистые структуры улучшают ударную вязкость и пластичность, обеспечивая металлу большую сопротивляемость механическим воздействиям.
Связанная статья: Проектирование и моделирование в литье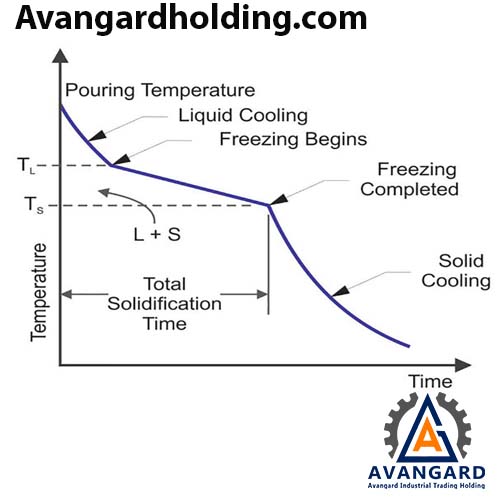
Если скорость охлаждения затвердевания или скорость охлаждения расплава уменьшается, количество зародышей (ядер) твердофазных структур сведется к минимуму; в этом случае рост зародышей продолжается, и формируется крупнозернистая структура. В изделиях с микроструктурой крупнозернистой структуры, учитывая малое количество границ зерен, прочность ниже, чем у изделий с мелкозернистой структурой, однако при высоких температурах изделие с крупнозернистой структурой демонстрирует лучшую устойчивость к воздействию нагрузок по сравнению с изделием с мелкозернистой структурой.
Скорость затвердевания расплава зависит от теплоемкости и теплопроводности жидкого металла, а также от материала формы. Чем выше теплопроводность и теплоемкость жидкого металла и материала формы, тем быстрее тепло расплава передается наружу и тем быстрее происходит затвердевание. Например, расплав в металлических и графитовых формах охлаждается быстрее, чем в песчаных формах, и, соответственно, затвердевает быстрее.
Оптимальным видом затвердевания литейной детали является направленное или контролируемое затвердевание, при котором затвердевание расплава начинается с самых удаленных частей формы от питателя, а последний этап затвердевания происходит в питателе. Другой способ направления затвердевания — использование охладителей (CHILL), которые обычно изготавливаются из меди, стали, графита или алюминия и размещаются внутри полости формы или в её стенках; такие охладители называют внутренними (internal chill) или внешними (external chill). Иногда при формовке рекомендуется использовать пески с высокой охлаждающей способностью, например, хромитовый песок. Охладители создают более высокий температурный градиент, направляя фронт затвердевания, что особенно увеличивает зону питания при пастообразном затвердевании сплавов. Кроме того, во всех сплавах с помощью охладителей или слоя изоляции (частичного утепления формы) можно регулировать направление затвердевания. В этом случае в питателе формируются усадочные поры и раковины. С другой стороны, газы и примеси, присутствующие в расплаве, смещаются фронтом затвердевания в сторону питателя и вытесняются из детали. После затвердевания, отделяя питатель, получают изделие с необходимым качеством.
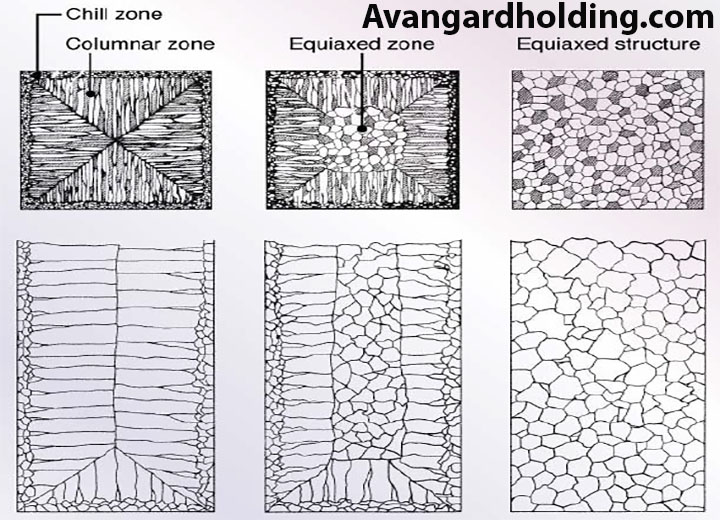
-
Зона охлаждения (Chill Zone):
Содержит очень мелкозернистые кристаллы, образующиеся вследствие контакта расплава с поверхностью формы.
-
Зона столбчатого роста:
В этой зоне кристаллы формируются в виде столбцов, ориентированных вдоль кристаллографической оси и противоположно направлению теплопередачи. Столбцы, более выровненные по направлению теплопередачи, растут конкурентно, подавляя рост соседних ячеек. При повышении температуры заливки увеличивается тепловой градиент, что способствует увеличению длины столбцов. При понижении температуры заливки длина столбцов уменьшается из-за снижения градиента.
-
Центральная зона:
В этой области из-за снижения температуры и увеличения концентрации комбинированное переохлаждение возрастает, что обеспечивает однородное образование зародышей и рост кристаллов. Конкурентный рост столбцов может привести к отделению и выбросу некоторых из них обратно в расплав.