 فارسی
فارسی  Arabic
Arabic  English
English 
- Главная страница
- Услуги литья
- Термообработка в литье




Термообработка — это метод, при котором металлы в твердом состоянии и без изменения внешней формы нагреваются до определенной температуры в контролируемых условиях для достижения желаемых свойств, а затем охлаждаются. Почти все металлы могут подвергаться термообработке, и их реакция на эту обработку различна. Термообработка — одна из причин, по которой сталь получила широкое применение в промышленности. Температура, при которой стали подвергаются различным операциям термообработки, составляет более 723 градусов Цельсия.

С учетом важности этапа термообработки для конечных свойств детали, этот процесс имеет особое значение в компании Авангард. Все циклы термообработки тщательно проверяются, выбираются и выполняются. Затем для обработки выбирается соответствующая печь с различной вместимостью и размерами в зависимости от размеров детали и цикла термообработки. Также с использованием оснащенной компьютерной системы контролируется и регистрируется правильность выполнения цикла термообработки и однородность температуры в печи.
В этом подразделении выполняются различные виды термообработки, такие как закалка, отжиг, нормализация и снятие напряжений в зависимости от требований к производимым деталям.
Сопутствующий материал: Проектирование и моделирование в литье
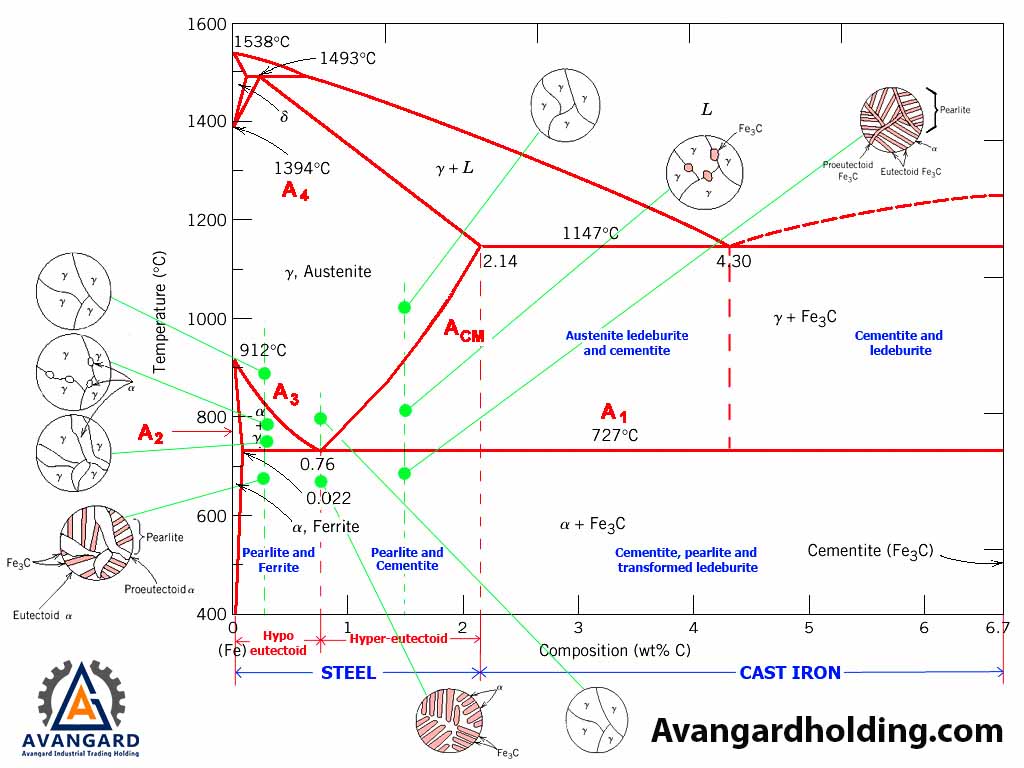
Для закалки сталей средней и высокой углеродистости, деталь сначала нагревают до температуры выше критической (около 760 градусов Цельсия) и дают ей время для достижения теплового равновесия. Затем деталь быстро погружают в ванну с холодным маслом или водой, чтобы ее температура снизилась до комнатной. Это резкое охлаждение приводит к образованию переохлажденного раствора, называемого «мардензитом», который является очень твердым. Эта фаза крайне хрупка и ломка. На самом деле, с увеличением твердости детали, ее прочность уменьшается.
После операции закалки деталь можно снова нагреть до более низкой температуры (около 200–700 градусов Цельсия), подвергнуть термообработке в процессе Heat-Soak и затем медленно остудить. Процесс отжига (темперинг) вызывает преобразование части мардензита обратно в феррит и цементит. Это снижает твердость, но частично восстанавливает пластичность или дактильность детали. Изменяя параметры времени и температуры в этом процессе, можно производить различные стали с разными свойствами. Инженерная компания Авангард с более чем двадцатилетним опытом может производить сталь, необходимую для различных применений.

Отжиг — это тепловой процесс, который используется для смягчения (уменьшения твердости) и выравнивания структуры, а также для снятия остаточных напряжений в изделии. В общем, любой тепловой процесс, который приводит к образованию структуры с меньшей твердостью и большей гибкостью по сравнению с мартенситной структурой, считается отжигом. Операция термообработки отжиг делится на более точные и конкретные процессы, которые различаются в зависимости от метода охлаждения, структуры и конечных свойств, а также температуры процесса.
В металлургии отжиг — это тепловая обработка, которая изменяет физические свойства материалов, чтобы увеличить их способность к деформации и уменьшить твердость, а также оптимизировать возможность холодной обработки. В процессе отжига атомы в кристаллической структуре перемещаются, и количество дислокаций уменьшается, что приводит к изменениям в прочности и твердости материала.
Отжиг применяется не только для сталей, но и для других сплавов, таких как алюминий, медь и латунь. В целом, в тех случаях, когда изделие должно быть изменено при низкой температуре без потери пластичности, процесс отжига будет полезен. Среди побочных эффектов процесса отжига можно отметить рекристаллизацию и рост кристаллов, ориентированных по одной оси, без остаточных напряжений.
Процесс растворного отжига обычно используется для улучшения свойств нержавеющих сталей и никелевых сплавов с учетом их устойчивости к коррозии и высокой температуре. Однако его основное применение — это аустенитные нержавеющие стали. Основная цель растворного отжига — удалить осадки в микроструктуре основы, что улучшает стойкость к коррозии и жаропрочность.
В процессе растворного отжига деталь нагревается до температуры, при которой образуется однофазная структура, а затем быстро охлаждается в воде или на воздухе, чтобы предотвратить образование карбидных осадков при быстром охлаждении.
После растворного отжига однофазная структура имеет очень важное значение. На следующем этапе может быть проведена операция осаждения, закаливания или старения. Целью этих операций является создание осадков с определенными характеристиками, чтобы в конечном продукте присутствовали только требуемые осадки. Состав, размер и количество этих осадков, образующихся в процессе старения, определяют конечную твердость, прочность и другие механические свойства изделия.
Связанный продукт: Продукция литья

В общем, в процессе нормализации основная цель заключается в изменении механических свойств металлов: деталь нагревается до температуры в области аустенита, а затем охлаждается на воздухе до комнатной температуры. Температура аустенитизации составляет около 55°C выше критической линии Ac3 для гипоэвтектоидных сталей и 50°C выше критической линии Acm для гиперэвтектоидных сталей. Этот процесс включает нагрев детали до температуры устойчивости фазы аустенита и затем охлаждение её на воздухе с целью получения структуры с мелкими и одноосными зернами, а также с соответствующими механическими и обработочными свойствами.
Нормализация выполняется для равномерного распределения легирующих элементов, измельчения структуры, которая при горячей обработке или литье стала крупнозернистой, растворения осадков карбидов, а также разрушения непрерывной карбидной сети, образовавшейся на границах зерен в процессе предыдущих операций.

Для минимизации остаточных напряжений в детале, процесс снимается после литья. Снятие напряжений снижает риск разрушения, деформации и изменения размеров во время эксплуатации или последующих операций.
Некоторые термические или механические процессы в деталях приводят к образованию внутренних напряжений, которые могут быть разрушительными и негативно повлиять на эксплуатационные характеристики этих деталей. Образующиеся внутренние напряжения могут привести к трещинам, деформациям или разрушению деталей при напряжениях, значительно меньших, чем проектные значения для них. Источниками внутренних напряжений являются:
1- Неравновесное охлаждение различных участков детали при снижении температуры в области аустенита
2- Обработка и холодная работа
3- Сварка

Для удаления остаточных напряжений детали нагревают до температуры ниже критической температуры Ac1 на определенное время. Время нагрева зависит от размеров детали и температуры снятия напряжений. Для предотвращения возникновения новых термических напряжений, а также для исключения возможности разрушения или деформации, нагрев до температуры снятия напряжений и охлаждение с этой температуры происходят очень медленно и в соответствии с стандартами. В процессе снятия напряжений не происходит значительных изменений в механических свойствах детали, напряжения удаляются только с помощью термического восстановления.
