 فارسی
فارسی  Arabic
Arabic  English
English 
- Главная
- Литейные услуги
- Формовка и сборка в литейном производстве

































Для выбора наиболее подходящего метода литья необходимо сопоставить следующие параметры с вашими требованиями:
- Качество поверхности
- Размерная точность
- Количество литых деталей
- Тип модели и облоя (вспомогательные элементы формы)
- Стоимость изготовления формы
- Существующие ограничения, обусловленные выбранным материалом
Один из распространённых методов формовки в литейной промышленности — литьё в песчаные формы, который также применяется в компании Авангард. В дальнейшем мы рассмотрим этот метод более подробно.

В методе литья твердое плавкое вещество нагревается, а затем заливается в полый ковш или форму, чтобы после затвердевания принять заданную форму. В результате на одном этапе возможно изготовление любой сложной или разнообразной формы из любого плавкого металла. Диапазон веса и размеров деталей, производимых методом литья, очень широк — от детали размером в один миллиметр с весом менее одного грамма до крупных многотонных изделий размером в несколько метров.
Процесс литья обладает значительными преимуществами при изготовлении деталей с полыми частями, сложными формами, деталями с внутренними полостями, очень крупными деталями, деталями с неправильно изогнутыми поверхностями, а также деталями из металлов, обработка которых затруднена.

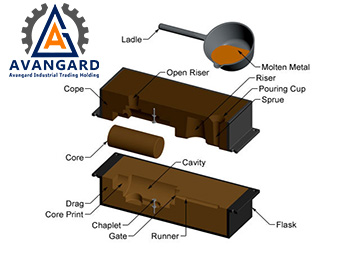
Песчаноe литье Sand Casting
В этом методе зерна огнеупорного материала (например, кремнезема) смешиваются с небольшим количеством других веществ, таких как глина, связующее и вода, и уплотняются вокруг модели, которая имеет форму требуемой детали.
Сегодня процесс проектирования во многих отраслях, таких как литье и моделирование, автомобилестроение, аэрокосмическая промышленность, электроника и другие, осуществляется с помощью компьютера. Этот метод проектирования позволяет проектным компаниям сначала создать, затем смоделировать и проверить проект, а при утверждении образца модели приступить к производству и эксплуатации.

Особенности песчаного литья
Практически нет ограничений по форме, размеру, весу и сложности, и можно отливать любые виды металлов.
Допуски и обработка поверхности хуже, чем у других методов литья, и обычно требуется некоторая механическая обработка.

Основные характеристики песка, используемого для песчаного литья
1- Прочность в сухом состоянии (Dry Strength)2- Прочность во влажном состоянии (Green Strength): прочность на срез и сжатие в углах
3- Прочность при высоких температурах (Hot Strength): форма быстро нагревается до высокой температуры, и при потере влаги не должна терять свою форму, чтобы избежать трещин, растрескивания, заусенцев и прожилок.
4- Газопроницаемость (Permeability): газы, выделяющиеся из покрытия, связующих и воздуха внутри формы, должны выходить наружу; это зависит от зернистости и формы песка, влажности, количества связующих и утрамбовки.
5- Термостабильность (Thermal Stability): низкий коэффициент теплового расширения и сохранение размеров.
6- Огнеупорность (Refractoriness): материал формы должен быть термостойким, не менять состояние, не сгорать и не плавиться.
7- Способность к формовке (Flowability): зависит от размера зерен и сита.
8- Качество поверхности (Produces Good Casting Finish): зависит от физических свойств зерен песка.
9- Способность к разрушению (Collapsibility): зависит от типа и количества используемого связующего.
10- Возможность повторного использования (Reusable)
11- Простота приготовления и контроля
12- Охлаждающая способность (Remove Heat)

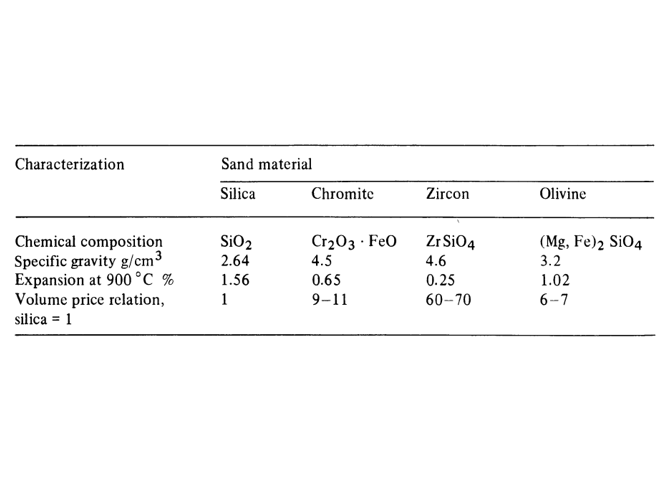
- Кварцевый песок
- Хромитовый песок
- Оливиновый песок
- Циркониевый песок
- Шамотный песок
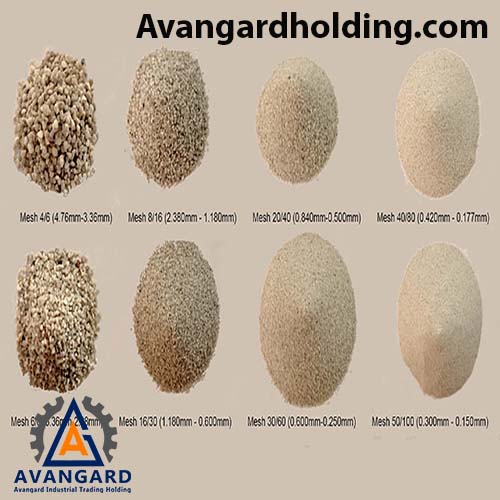
Химический состав кварцевого песка — SiO2, он является одним из самых часто используемых и доступных типов песка, применяемых в литейной промышленности. Обычно для производства деталей небольших размеров используется мелкозернистый песок, а с увеличением размера формы применяют песок с более крупной зернистостью для повышения прочности на растяжение и сопротивления давлению, а также для увеличения прочности форм. В большинстве песчаных литьев применяется кварцевый песок, так как он широко распространён в природе и доступен по низкой цене. Для удаления влаги в чувствительных формах некоторые литейщики за несколько часов до заливки расплава помещают песчаные формы в сушильную печь и полностью сушат форму. Песчаные формы прочнее влажных форм и обладают более высокой точностью размеров. Следует отметить, что температура огнеупорности кварцевого песка достигает максимум 1730 градусов Цельсия.
| Тип песка | Химический состав | ||||||
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | K2O | Na2O | |
| Высококачественный кварцевый песок | 98 | 1.1 | 0.05 | 0.11 | 0.02 | 0.65 | 0.07 |
| Обычный кварцевый песок | 85 | 10 | 2 | 1 | 0.5 | 0.75 | 0.5 |
| Некачественный красный кварцевый песок | 78 | 10 | — | 2.4 | 1.8 | 3.1 | 0.2 |

- Сорт A состоит из хромита с высоким содержанием хрома, отношением хрома к железу 2.5 и содержанием хрома выше 64%
- Сорт B состоит из хромита с отношением хрома к железу 1.8–2.5 и содержанием хрома 56–64%
- Сорт C состоит из хромита с высоким содержанием железа (High Fe), отношением хрома к железу 1.8 и содержанием хрома 50–55%
- Высокая термическая стабильность
- Отличные огнеупорные свойства
- Отсутствие смачиваемости металлическим расплавом
- Высокая устойчивость к проникновению расплава
- Химическая стабильность
- Температура плавления 2150 °C



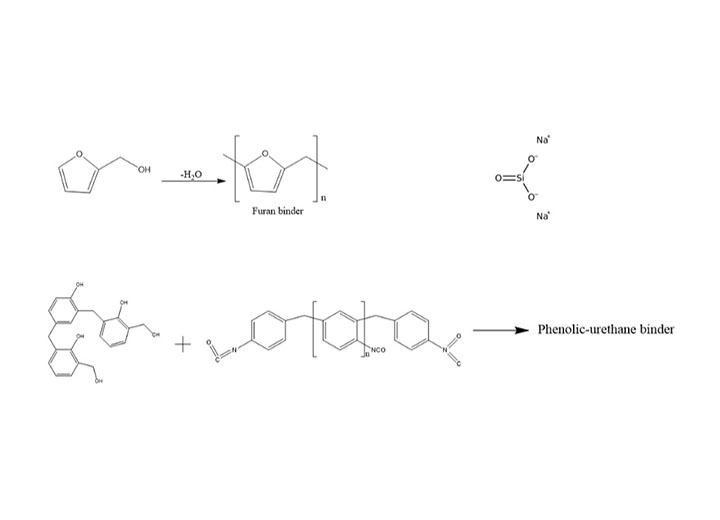
Все фенольные, фенольно-уретановые, фурановые и силикатные натриевые смолы в литейной промышленности используются в качестве связующих (клеев). Подходящие смолы, применяемые как клей и связывающий агент для песка в этой отрасли, должны обладать следующими свойствами:
– Короткое время отверждения
– Доступная цена
– Высокая размерная стабильность
– Подходящая твердость и механические свойства стержня (махище)
– Высокое качество поверхности отливки
– Хорошая разрушаемость формы или стержня
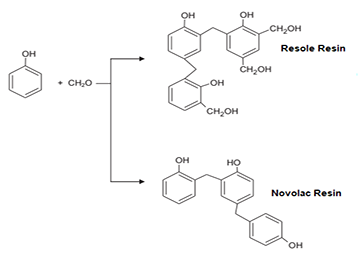
Фенольная смола изготавливается в двух вариантах — резол и новолак — в зависимости от молярного соотношения формальдегида и фенола, а также типа катализатора, который может быть щелочным или кислотным. Резол отверждается только температурой (хотя катализатор ускоряет процесс), не требуя отвердителя, в то время как новолак является термопластичной смолой и для полимеризации требует отвердителя — гексамина.
Помимо трех основных компонентов формовочного песка (песок, вода и связующее), в смесь добавляют и другие материалы для повышения качества и устранения некоторых специфических дефектов. Поскольку таких материалов очень много, здесь приведены наиболее часто используемые из них:
1- Угольная пыль:
Fe2O3, образующийся в расплавленных чугунных и стальных изделиях, реагирует с поверхностью формы, обычно состоящей из кварцевого песка, и образует фазу файалит, вызывающую «пригорание» песка на поверхности отливки.
Добавление угольного порошка создает восстановительную среду за счет горения угля с выделением CO2, водорода и легких углеводородов. Это предотвращает окисление поверхности расплава и образование низкотемпературного файалита, что в итоге препятствует прилипанию песка к детали и улучшает гладкость поверхности отливок.
Также добавление этого материала позволяет избежать дефектов, связанных с тепловым расширением, так как усадка угольного порошка при нагреве компенсирует расширение песка. Кроме того, улучшается рассыпчатость песка, уменьшается образование комков и ускоряется разрушение формы при встряхивании.
Оптимальные характеристики угольного порошка:
а) Высокое содержание летучих веществ (примерно 26-30%).
б) Зола не должна превышать 10%.
в) Важен также уровень серы, так как сера вызывает образование охлажденной структуры (chilled) в серых чугунах и не должна превышать 1%.
Количество угольной пыли составляет 2-4% для деталей весом до 1000 кг, и до 8% для тяжелых изделий с высокой теплотой плавления и большей глубиной пригорания песка.
2- Зерновые культуры (Cereals):
Связующее из зерновых, применяемое в литье, представляет собой желатинизированный крахмал или мелкий порошок, полученный из зерен. Крахмал можно добавлять в формовочный песок до 2% для повышения прочности на влажном или сухом состоянии и улучшения способности к разрушению формы (collapsibility). Поскольку крахмал летучий, его неправильное использование может вызвать газовые дефекты в отливках.
3- Древесная мука (Wood Flour):
Древесную муку или другие целлюлозные материалы, такие как кукурузная мука или шелуха зерен, добавляют в количестве 0,5-2% для контроля расширения песка. Целлюлозные материалы при нагревании воспламеняются, создавая пустоты после сгорания, что контролирует расширение формовочной смеси. Они также улучшают текучесть смеси, облегчая извлечение отливок из формы.
4- Кремнеземная мука (Silica Flour):
Мелкоизмельченный кремнезем с размером частиц менее 200 меш называют кремнеземной мукой. Ее можно добавлять до 35% для повышения жаропрочности песка. Она увеличивает объемную плотность, что повышает сопротивление песка проникновению расплава.
5- Оксид железа:
В некоторых формовочных песках оксид железа добавляют в небольших количествах для повышения жаропрочности.
6- Меласса и декстрин:
Свекловичная или неочищенная тростниковая меласса с содержанием сахара 60-70% используется для повышения сухой прочности песка и твердости кромок форм. Декстрин (крахмальный клей) применяется для тех же целей.
7- Перлит:
Перлит — это вспученный алюмосиликатный минерал, который добавляют в количестве 0,5-1,5% для улучшения термостойкости песка и для использования в качестве изоляции для питательных втулок.
8- Асфальт:
Побочный продукт переработки нефти, асфальт используется, как и битум, для повышения жаропрочности и улучшения поверхности железных отливок.
9- Земляной битум:
Битум — продукт коксования. При коксовании битум отделяется от угля при температуре около 350 °C. Его добавляют до 3% в формовочные смеси для литья железных деталей для улучшения жаропрочности и качества поверхности.
10- Гилсонит:
Гилсонит — твердый асфальтовый материал, добываемый в некоторых месторождениях мира. Он летучий и действует подобно углю, улучшая качество поверхности отливок.
11- Топливное масло:
Топливное масло иногда добавляют в очень малых количествах (0,01-0,1%) в формовочные смеси для улучшения формуемости песка.
12- Красный оксид железа:
Красный оксид железа производится с годовой мощностью около 1500 тонн для использования в красках, металлических грунтовках, глазурях, плитке и керамике с размером частиц 2500 меш, полностью конкурируя с импортными аналогами. Его характеристики таковы:
Специальный оксид железа для формовочных корок:
Черный оксид железа с особым размером частиц, представляющий смесь FeO, Fe2O3 и Fe3O4, производится для добавления в формовочные корки, обеспечивая желаемые свойства.
Специалисты рекомендуют использовать черный и красный оксид железа как активные добавки (Engineered Sand Additives, ESA). На практике их эффективность подтверждена испытаниями в цехах. Добавление оксида железа в песочные смеси повышает сопротивляемость песка к образованию трещин и морщин на поверхности отливок.
Красный оксид помогает предотвращать морщины на поверхности отливок, но из-за порошкообразной формы, отсутствия зернистости и содержания кислорода может отрицательно влиять на качество поверхности. Черный оксид в количестве 3% в системе Hot Box и 2% в системе Cold Box эффективно устраняет морщины и оказывает меньшее негативное воздействие на качество поверхности.
Другие преимущества: уменьшение прилипания углерода к отливке, предотвращение образования мелких дефектов типа «иголочные макушки» и выпуклостей, а также повышение сопротивления проникновению металла в форму.
Общие цели применения оксида железа в коркообразовании:
а) Повышение пластичности при нагреве, снижение или устранение дефектов в виде трещин и проникновения расплава, уменьшение газовых дефектов.
б) Эффекты применения:
1- Повышение сухой прочности производимых корок.
2- Снижение дефектов типа «игольчатые макушки», вызванных азотом и водородом.
3- Контроль теплового расширения корок.
4- Повышение жаропрочности корок.
5- Предотвращение проникновения расплава и образование прочного слоя файалита, который предотвращает проникновение азотистых газов из смолы Hot Box внутрь расплава.
6- Контроль атмосферы формы путем выделения кислорода, защищая ее от чрезмерно восстановительной среды, что существенно улучшает качество поверхности.
13- Оловянный порошок и порошок олово-антимон:
Используются в покрытиях форм из-за влияния на поверхностную структуру чугуна, контактирующего с резиновыми корками. Олово и интерметаллиды олово-антимона стабилизируют перлитную фазу и устраняют ферритные поверхностные слои.
14- Декстрин:
Декстрин — это вид крахмального клея, получаемый путем разложения крахмала кислотами, нагреванием или дрожжами. Его используют для повышения прочности формовочного песка или корок и для улучшения покрытий.
Связанная тема: Механическая обработка и очистка отливок

Анализ натриевого силиката
| Марка | Соотношение | Na2O, % | SiO2, % | Содержание твердых веществ, % | Плотность, 25°С | Удельная масса | Вязкость (Cps) | Класс | Внешний вид | Добавление |
| A.I.T.H 25 | 2.5 | 13.52 | 32.85 | 46.37 | 52 | 1.551 | 886 | керамический | мутный | 2 % мелаcсы |




После продувки газом для затвердевания формы нижняя рамка переворачивается, а верхняя устанавливается на неё. Вторая половина модели монтируется сверху, после установки питающей системы и литников, верхняя рамка заполняется песком и уплотняется, затем продувка газом повторяется. В конце две рамки разделяют, и деревянные или металлические модели, а также модели литников и питающей системы извлекаются из песка. Каналы литников обрабатываются специальными инструментами, после чего их поверхность выравнивается.
Связанный продукт: Продукция литья



